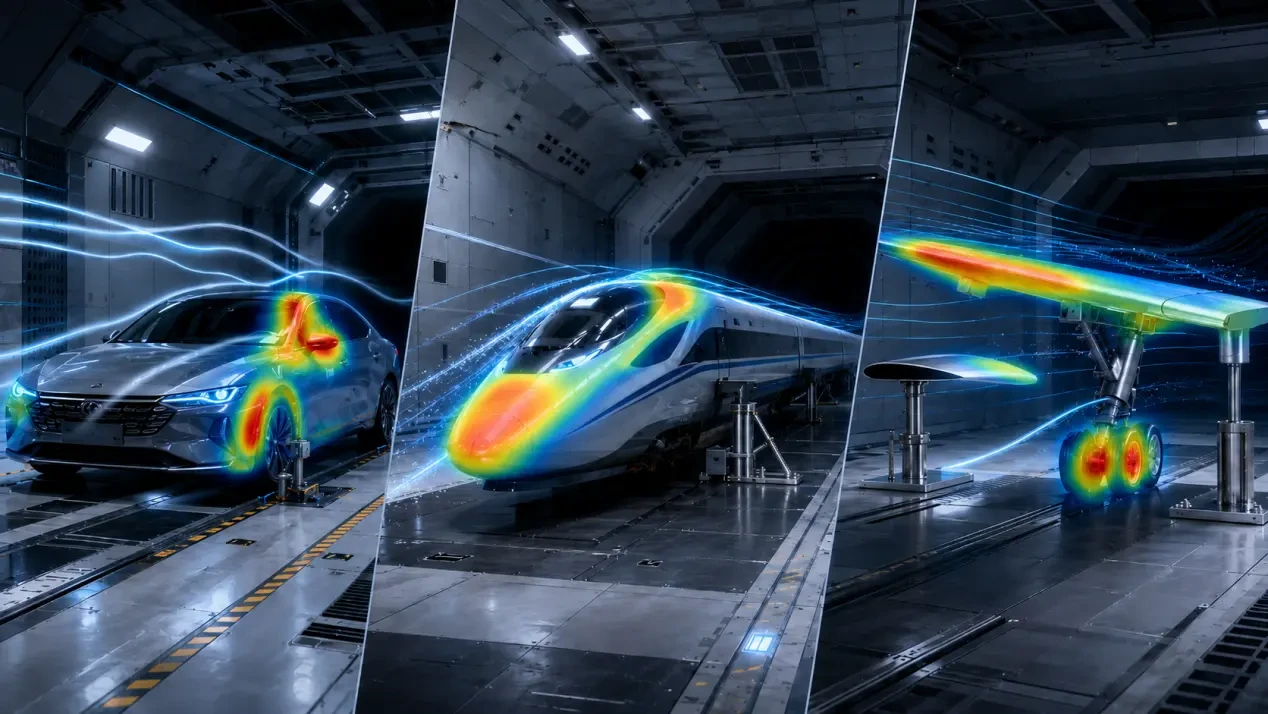
Wind tunnels were originally built to see the flow. Within a controlled test section, engineers direct airflow at a specified velocity over vehicles, wings, UAVs, rotor blades, or scale models. By analyzing pressure distributions, aerodynamic forces and moments, smoke visualization, Particle Image Velocimetry (PIV), and balance measurements, they can determine whether flow separation occurs, drag [...]