




Sensors
Provides measurement microphones, mouth simulators, ear simulators, and more for accurate acoustic measurements.

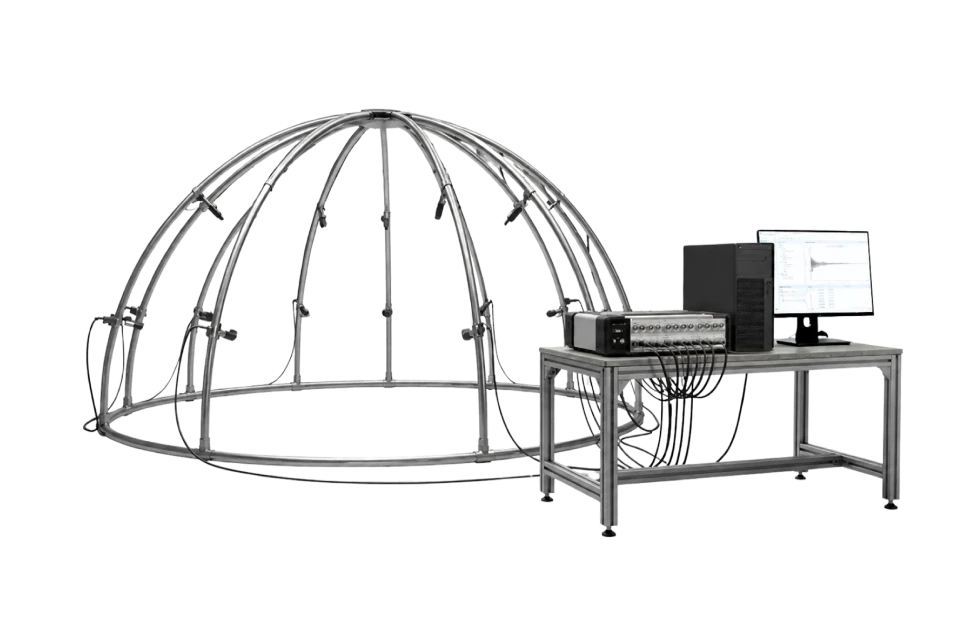
Data Acquisition
Combines hardware and software for high-speed, high-precision signal acquisition, ideal for various acoustic applications.

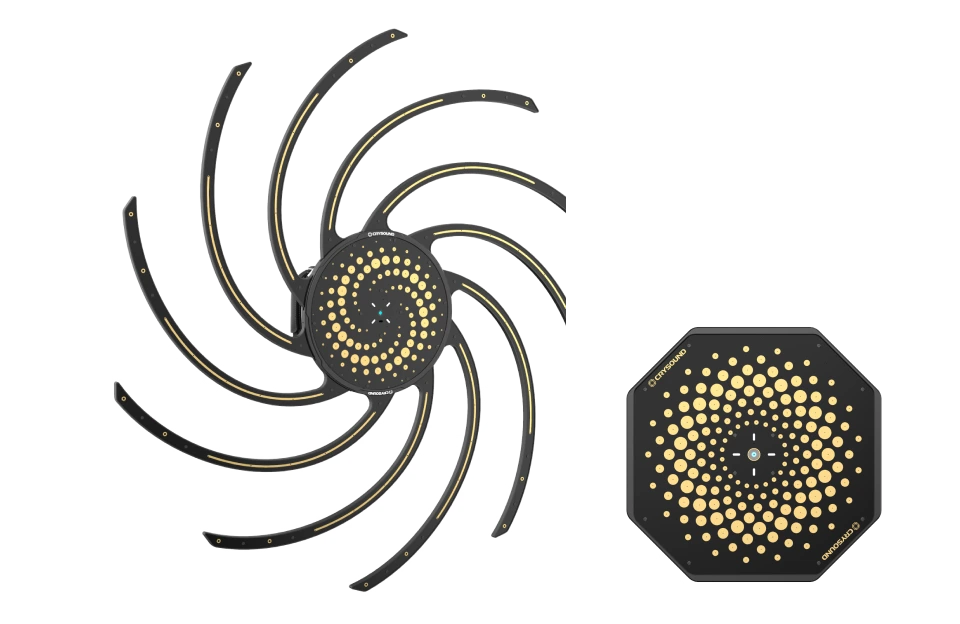
Acoustic Imaging
Offers acoustic cameras for gas leak detection, partial discharge, and fault diagnostics across handheld, fixed, and UAV platforms.

Noise Measurement
Includes sound level meters, noise sensors, and
monitoring systems for effective noise measurement and analysis.

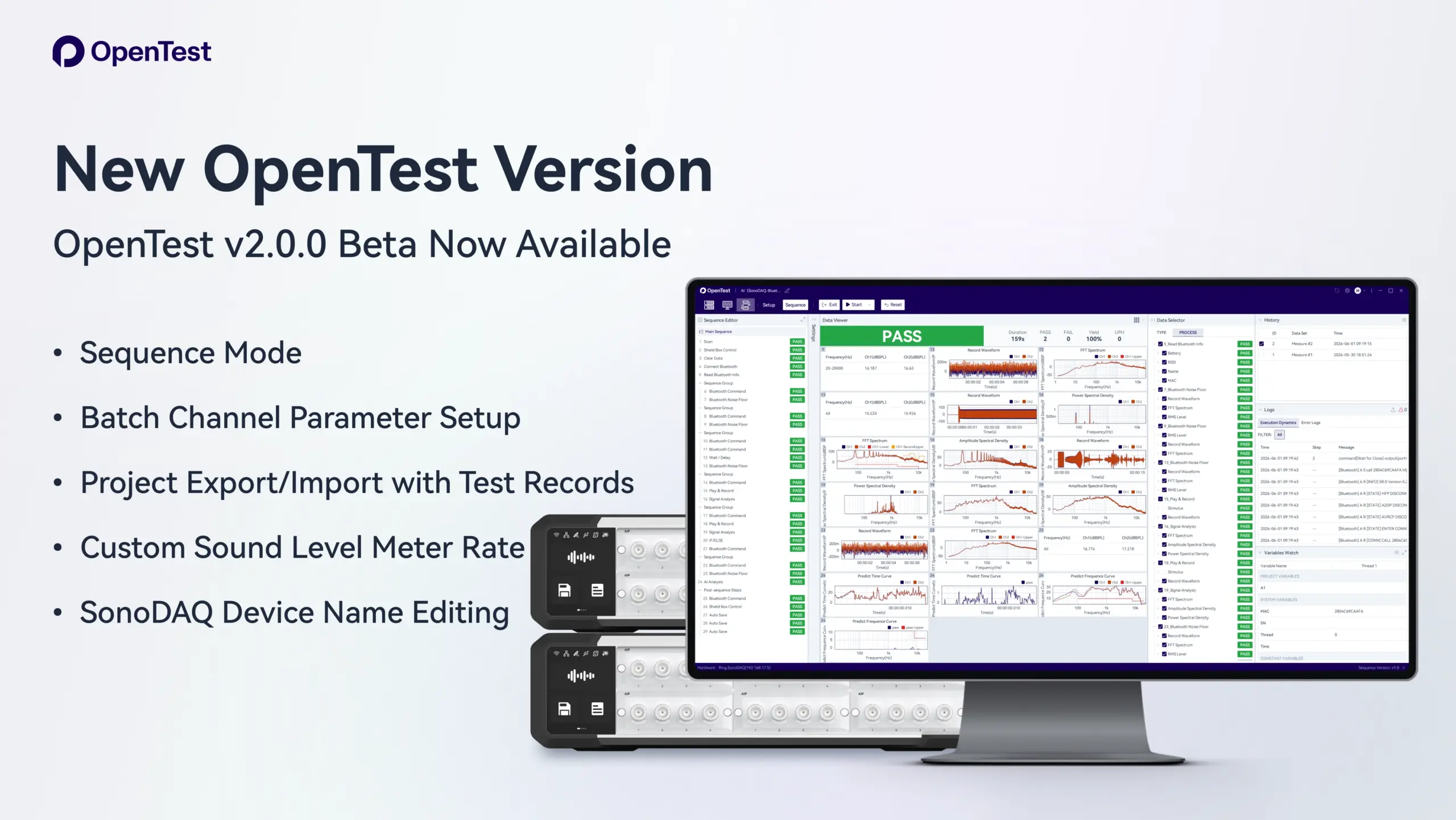
Electroacoustic Test
Delivers complete electroacoustic testing solutions, including analyzers, testing software, and acoustic test boxes.