CRYSOUND POCKET Acoustic Imaging Camera Now Available on Kickstarter.
CRYSOUND POCKET Acoustic Imaging Camera Now Available on Kickstarter.








Blogs

In industrial testing, research, and quality validation, data acquisition devices (DAQs / audio interfaces / measurement microphone front-ends) are the “front door” of the entire system. As technology and applications become more specialized, a wide variety of DAQ devices has emerged: High-precision front-ends designed specifically for acoustics and vibration General-purpose dynamic signal acquisition modules Common USB sound cards and measurement microphones Hardware is not the bottleneck anymore. The real challenge is: How do you connect, configure, and manage devices from different brands and protocols in one software platform? OpenTest is built around this pain point. With an open, multi-protocol hardware access architecture, it turns acquisition from “isolated devices” into a unified platform, enabling cross-brand, multi-device data acquisition and analysis. Multi-Protocol Hardware Access: Reducing Vendor Lock-In OpenTest supports several mainstream connection methods. You can choose the appropriate protocol based on your hardware type and driver environment (actual compatibility depends on software version and device drivers): openDAQ – For open DAQ integration. Used to connect open hardware such as CRYSOUND SonoDAQ and manage channels and acquisition parameters in a unified way ASIO / WASAPI / MME / Core Audio – Mainstream audio interfaces on Windows and macOS, supporting professional audio interfaces and USB measurement microphones such as RME, Echo, miniDSP, etc. Other proprietary protocols – Can be added according to project requirements This means you no longer need to be locked into a single hardware brand or a single piece of software. Existing devices can be brought smoothly under one platform for centralized management. Multi-Device Collaboration: One Project, Many Acquisition Tasks Complex tests often require multiple signal sources to be acquired together, for example: Dynamic signals such as microphones and accelerometers Operating parameters such as speed, temperature, pressure, torque Auxiliary audio paths for monitoring and playback With OpenTest’s multi-protocol architecture, you can manage multiple devices within the same project. For NVH and structural testing, this kind of cross-device collaboration significantly reduces repetitive work like: Recording in multiple software tools → exporting → manual time alignment → re-analysis Getting Started: Connecting Devices Quickly Connect your data acquisition device to the PC running OpenTest USB connection, or Network connection (ensure the device and PC are on the same subnet) In the Hardware Setup panel, click the “+” icon in the upper-right corner. OpenTest will automatically scan for connected devices Check the devices you want to use and click Confirm to add them to the active device list Switch to the Channel Setup list, click the “+” icon in the upper-right corner, select the channels required for the current project (channels from different devices can be combined), and click Confirm to add them to the project Select the channels; OpenTest will automatically start real-time monitoring and analysis. You can then switch to different measurement modules according to your test needs Presets + Fine Tuning: Easy to Start, Easy to Standardize To help teams enter the testing state quickly, OpenTest supports a “presets + adjustments” configuration approach: Turn commonly used hardware parameters and acquisition settings into reusable templates Apply templates directly when creating a new project to avoid starting from scratch Still keep full flexibility to fine-tune settings for different operating conditions and devices For production line or regression testing, templating adds an important benefit: uniform test conditions, comparable results, and traceable processes across time and across operators. Logging and Monitoring: Designed for Long-Term Stability For long-duration, multi-device acquisition, the worst case is discovering that something dropped out halfway. OpenTest provides observability features to address this: Device and channel status monitoring – Quickly detect disconnections, overloads, and abnormal inputs Operation and error logs – Record key actions and error events to support troubleshooting and process optimization This is especially critical for continuous production testing and durability tests, significantly reducing the chance of “realizing halfway through that nothing was actually recorded.” Typical Application Scenarios Acoustics and vibration R&D – Use the same platform to connect front-end DAQs and audio interfaces, quickly complete acquisition, analysis, and report generation Automotive NVH / structural testing – Acquire noise, vibration, and operating parameters together, minimizing cross-software alignment work Production line automated testing – Template-based configuration + monitoring/logging + automated reporting to improve consistency and traceability OpenTest’s goal is not to make you replace all your hardware, but to bring your existing hardware together on one platform so that data acquisition becomes more efficient, more controllable, and much easier to standardize. Visit www.opentest.com to learn more about OpenTest features and hardware options, or contact the CRYSOUND team for demos and application support.

sound power
Under regulations such as the EU Machinery Noise Directive, more and more products—from toys and power tools to IT equipment—are required to declare their sound power level on labels and in documentation, rather than simply claiming they are “quiet enough.” For typical office devices like notebook computers, idle noise is often around 30 dB(A), while full-load operation can approach 40 dB(A). These figures are usually obtained from sound power measurements performed in accordance with ISO 3744 and related standards. Sound Pressure vs. Sound Power A noise source emits sound power, while what we measure with a microphone is sound pressure. Sound pressure varies with room size, reverberation, and microphone distance, whereas sound power is the source’s own “noise energy” and does not change with installation or environment. That makes sound power a better metric for external product noise specification. In simple terms: Sound power is the cause – the energy emitted by the source (unit: W / dB); Sound pressure is the effect – the sound pressure level we hear and measure (unit: Pa / dB). ISO 3744 defines how to do this in an “essentially free field over a reflecting plane”: arrange microphones around the source on an enveloping measurement surface, measure the sound pressure levels on that surface, then apply specified corrections and calculations to obtain stable, comparable sound power levels. Device Under Test: An Everyday Notebook Computer Assume our DUT is a 17-inch office notebook. The goal is to determine its A-weighted sound power level under different operating conditions (idle, office load, full load), in order to: Compare different cooling designs and fan control strategies; Provide standardized data for product documentation or compliance; Supply baseline data for sound quality engineering (for example, whether the fan noise is annoying). The test environment is a semi-anechoic room with a reflecting floor. The notebook is placed on the reflective plane, and multiple microphone positions are arranged around it (using a hemispherical frame or a regular grid). Overall, the setup satisfies ISO 3744 requirements for the measurement surface and environment. Measurement System: SonoDAQ Pro + OpenTest Sound Power Module On the hardware side, we use SonoDAQ Pro together with measurement microphones, arranged around the notebook according to the standard. OpenTest connects to SonoDAQ via the openDAQ protocol. In the channel setup interface, you select the channels to be used and configure parameters such as sensitivity and sampling rate. From Standard to Platform: Why Use OpenTest for Sound Power? OpenTest is CRYSOUND’s next-generation platform for acoustic and vibration testing. It supports three modes—Measure, Analysis, and Sequence—covering both R&D laboratories and repetitive production testing. For sound power applications, OpenTest implements a sound-pressure-based solution fully compliant with ISO 3744 (engineering method), and also covering ISO 3745 (precision method) and ISO 3746 (survey method). You can flexibly select the test grade according to the test environment and accuracy requirements. The platform includes dedicated sound power report templates that generate standards-compliant reports directly, avoiding repeated manual work in Excel. On the hardware side, OpenTest connects to multi-brand DAQ devices via openDAQ, ASIO, WASAPI, and NI-DAQmx, enabling unified management of CRYSOUND SonoDAQ, RME, NI and other systems. From a few channels for verification to large microphone arrays, everything can be handled within a single software platform. Three Steps: Running a Standardized ISO 3744 Sound Power Workflow Step 1: Parameter Setup and Environment Preparation After creating a new project in OpenTest: In the channel setup view, select the microphone channels to be used and configure sensitivity, sampling rate, frequency weighting, and other parameters. Switch to Measure > Sound Power and set the measurement parameters: Test method and measurement-surface-related parameters; Microphone position layout; Measurement time; Other parameters corresponding to ISO 3744. This step effectively turns the standard’s clauses into a reusable OpenTest scenario template. Step 2: Measure Background Noise First, Then Operating Noise According to ISO 3744, you must measure sound pressure levels on the same measurement surface with the device switched off and device running, in order to perform background noise corrections. In OpenTest, this is implemented as two clear operations: Acquire background noiseClick the background-noise acquisition icon in the toolbar. OpenTest records ambient noise for the preset duration.In the survey method, OpenTest updates LAeq for each channel once per second;In the engineering and precision methods, it updates the LAeq of each 1/3-octave band once per second. Acquire operating noiseAfter background acquisition, click the Test icon. OpenTest will:a. Record notebook operating noise for the preset duration;b. Update real-time sound pressure levels once per second;c. Automatically store the run as a data set for later replay and comparison. Step 3: From Multiple Measurements to One Standardized Report After completing multiple operating conditions (for example: idle, typical office work, full-load stress): In the data set view, select the records you want to compare and overlay them to observe sound power differences under different conditions; In the Data Selector, click the save icon to export the corresponding waveform files and CSV data tables for further processing or archiving; Click Report in the toolbar, fill in project and device information, select the data sets to include, adjust charts and tables, and export an Excel report with one click. The report includes measurement conditions, measurement surface, band or A-weighted sound power levels, background corrections, and other key information. It can be used directly for internal review or regulatory/customer submissions, following the same idea as other standardized sound power reporting solutions. From a Single Notebook Test to a Reusable Sound Power Platform Running an ISO 3744 sound power test on a notebook is just one example. More importantly: The standardized OpenTest scenario can be cloned for printers, home appliances, power tools, and many other products; Multi-channel microphone arrays and SonoDAQ hardware can be reused across projects within the same platform; The test workflow and report format are “locked in” by the software, making it easier to hand over, review, and audit across teams. If you are building or upgrading sound power testing capability, consider using ISO 3744 as the backbone and OpenTest as the platform that links environment, acquisition, analysis, and reporting into a repeatable chain—so each test is clearly traceable and more easily transformed from a one-off experiment into a lasting engineering asset. Visit www.opentest.com to learn more about OpenTest features and hardware solutions, or contact the CRYSOUND team by filling out the “Get in touch” form below.

Electric motors are widely used in modern automobiles and home appliances (such as in-vehicle electric seats and appliance fans), and their smooth operation directly affects product quality and user experience. Motor noise issues are often summarized as Anomalous Sound (Buzz, Squeak, and Rattle), which refers to abnormal sounds generated by automotive motors and related components. Anomalous Sound has been a long-standing issue in manufacturing. It not only lowers the perceived quality of the product but also may signal problems such as bearing wear, loose parts, and other faults. Allowing defective products to reach the market can seriously damage brand reputation and user experience. Traditional "Manual Listening": Painful and Unreliable In the past, Anomalous Sound detection usually relied on "manual listening," but human hearing has significant limitations: Subjective Misjudgment: When Anomalous Sound noise is masked by background noise, the human ear cannot easily identify it. Judgments are based on experience, and results lack objective support. Unable to Quantify Analysis: The severity of Anomalous Sound is difficult to quantify, making it difficult to establish clear quality standards. Low Efficiency and Fatigue: After prolonged testing, the human ear becomes fatigued, and detection accuracy declines, increasing the risk of defective products slipping through. Breaking the Bottleneck: Intelligent Solutions to Overcome Manual Limitations CRYSOUND, deeply rooted in the field of acoustic testing, has launched a Anomalous Sound-based end-of-line (EoL) acoustic test solution for electric motors. By combining hardware, software, and AI, CRYSOUND has created a closed-loop testing process that gives motor abnormal sound detection an intelligent upgrade. Core Components: Anomalous Sound Detection Hardware System + Testing Software Platform Soundproof Chamber: Creates a controlled, low-noise testing environment, blocking external noise that could disrupt Anomalous Sound detection. Data Acquisition Module: Accurately captures sound and vibration data from the motor during operation, ensuring that even subtle anomalies are not overlooked. Algorithm Analysis: Processes, analyzes, and intelligently evaluates the captured signals, making Anomalous Sound defects difficult to hide. Test Workflow: From Signal Capture to Intelligent Decision 1. First, sensors precisely capture sound and vibration signals, converting the sound of the motor into digital data. 2. Then, the system processes the data and automatically generates visual analysis results, clearly showing where abnormalities occur and how severe they are. 3. Finally, professional algorithms such as transient analysis, FFT spectrum analysis, and sound-quality evaluation are applied. With deep learning models, the system can automatically identify Anomalous Sound caused by bearing wear, looseness, foreign-object interference, and other factors, greatly reducing human misjudgment and accurately separating good products from defective ones. Multi-Scenario Coverage: From Motors to High-End Manufacturing, Boosting Quality Control Across Industries This solution has been widely applied in the following areas: Motor Assemblies: Anomalous Sound detection for various micro motors, drive motors, actuators, and other motor-related components. Automotive Parts: In the body domain—air-conditioning vents, seat systems/rails/motors, electric door handles, and other components; in the cockpit domain—HUD motors, display rotation mechanisms, electric sunroofs, and related parts; in the chassis domain—braking systems, steering systems, and associated components; in the autonomous driving domain—LiDAR modules and other systems requiring Anomalous Sound evaluation. Home Appliances: Anomalous Sound detection for motors and motorized components used in high-end household appliances and smart home devices. Others: Industrial scenarios requiring stringent sound quality assessment and high-precision Anomalous Sound detection. Five Major Advantages: Making Quality Inspection Smarter AI Acoustic Detection: By replacing manual inspection with machines, detection becomes more objective and efficient and supports continuous, high-throughput operation in production environments. Accurate Anomalous Sound Capture and Visual Presentation: The characteristics of Anomalous Sound are visually displayed through data charts, making problems easy to identify at a glance. Supports Full EoL Testing, Traceable Results: All process data is retained, making quality traceability clear and compliant with regulations. Highly Integrated One-Stop Solution, Improved Production Efficiency: This highly integrated, one-stop solution streamlines the testing process and seamlessly connects to the production line, enhancing overall production efficiency. Helps Improve Yield and Reduce Customer Complaints: Ensures strict quality control, making it difficult for defective products to leave the factory and significantly reducing customer complaints. If you are interested in CRYSOUND's intelligent Anomalous Sound noise detection solution or would like to discuss your specific testing needs, please fill out the "Get in touch" form below and our team will be happy to assist you.

In audio and vibration testing, engineering teams often find themselves jumping between multiple software tools and data acquisition systems from different vendors. Interfaces vary, workflows are fragmented, and new engineers can spend a significant amount of time just learning the tools before they can focus on the engineering problem itself. OpenTest, developed by CRYSOUND, is a next-generation acoustic and NVH testing platform designed for engineers, researchers, and manufacturers. Built around the principles of an open ecosystem, AI-driven intelligence, and high compatibility, it allows users to complete the entire workflow—from acquisition to reporting—within a single software environment. OpenTest supports three operating modes: Measure, Analysis, and Sequence, covering both laboratory validation and repetitive production testing. Core capabilities include real-time monitoring and analysis, FFT and octave analysis, sweep analysis, sound power testing, sound level meter functions, and sound quality analysis. The platform also provides standard test reports and dedicated sound power reports that comply with international standards. On the hardware side, OpenTest connects to a wide range of multi-brand DAQ devices via mainstream audio protocols such as openDAQ, ASIO, and WASAPI, as well as optional proprietary drivers such as NI-DAQmx, enabling unified management of CRYSOUND SonoDAQ, RME, NI, and other devices within a single platform. On the software side, its modular plugin architecture exposes interfaces for Python, MATLAB, LabVIEW, C++ and more, making it easy for teams to package in-house algorithms and domain applications as plugins and deploy them within the same environment. From Acquisition to Report: A Three-Step Quick-Start Workflow 1. Installation and Basic Connectivity – Let the Signals In Download the latest installer from the official website www.opentest.com and complete the installation. Connect your DAQ device to the PC; for your first trial, you can simply use the built-in PC sound card to run a quick test. In the OpenTest setup section, scan for available devices and select the devices and channels you want to use. Once added to the project, your basic connectivity is complete. 2. Run Basic Tests with Real-Time Analysis – See It First, Then Optimize In the channel management view, select the input/output channels you want to use and configure key parameters such as sensitivity, sampling rate, and gain. The system automatically activates the Monitor panel, where you can view real-time waveforms, FFT spectra, and key metrics such as RMS level and THD at a glance. When needed, you can enable the built-in signal generator to output excitation signals and use the recording function for long-duration acquisition, preserving data for later comparison and analysis. 3. Perform In-Depth Analysis and Reporting in the Measure Module – Turning Data into Decisions Switch to the Measure module to access advanced applications such as FFT analysis, octave analysis, sweep analysis, sound power testing, sound level meter, and sound quality—providing everything you need for deeper investigation. Use the data set functionality to review and overlay historical records, so you can compare different samples, operating conditions, or tuning strategies side by side. Waveforms and analysis results can be exported at any time. With the reporting function, you can generate test reports with a single click, closing the loop from test execution to final deliverables. Who Is OpenTest For? New acoustic and vibration test engineers who want to establish a complete workflow quickly using a single toolchain. Laboratories and corporate teams that need to manage multi-brand hardware and consolidate everything into one unified software platform. Project teams in automotive NVH, consumer electronics, and industrial diagnostics that require high channel counts, automation, and AI-enhanced analysis capabilities. Wherever you are on your testing infrastructure journey, OpenTest lets you start with a free entry-level edition and adopt an open, intelligent, and scalable ecosystem with a low barrier to entry. Visit www.opentest.com to explore detailed features, supported hardware, and licensing and plan options, and book a demo to see how OpenTest and CRYSOUND can help you build an efficient, open, and future-ready acoustic and vibration testing platform.

Monitoring and controlling noise are closely linked, with monitoring providing the means and control serving as the goal. Relying solely on monitoring has limited impact on improving acoustic environments. As an example, one of our customers discovered that conventional monitoring equipment alone was inadequate for pinpointing the noise source. The tendency for nearby noise sources to evade detection hampered effective control measures. The customer needed a solution for tracing noise sources, requiring detailed information on noise exceedance events to identify and manage the source and type of noise effectively. To address this, we created a targeted solution by incorporating noise localization devices and pan-tilt cameras. This enhanced monitoring platform combines directional data with video footage, providing a comprehensive view of noise exceedance incidents. The noise localization devices accurately locate the noise in both horizontal and vertical dimensions. Through further processing, they associate the intensity and spatial distribution of the noise over time. This enables the relevant personnel to trace the noise at key historical time periods and its corresponding directional information, significantly improving work efficiency. In addition, the cameras and tracing devices are interconnected. When noise exceeds the limits, the cameras can perform corresponding actions to track the noise source based on the directional information provided by the localization devices, while preserving relevant video recordings. Ready to monitor and control noise? We are here to help! Our team of experts can provide solutions for your noise monitoring and control application. Contact us to learn more below.
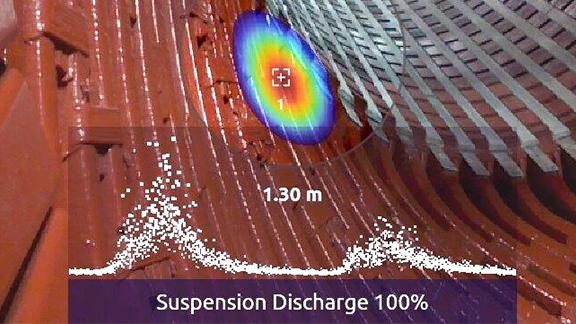
Partial discharge is a phenomenon that cannot be completely eliminated from high-voltage motors and generators. However, it is crucial to closely monitor and address partial discharge, as it can impact the performance of insulating materials. In the power industry, inspectors rely on observing the working status and performance of motors by studying the trend of partial discharge intensity in the generator. If the intensity of partial discharge in the generator shows an upward trend, it indicates a potential issue within the generator. At this point, it becomes necessary to analyze the underlying cause of this phenomenon and conduct a thorough examination of the motor's functionality. By taking proactive measures to address partial discharge, our clients can ensure the reliability and longevity of their generator systems. CRYSOUND's Acoustic Imager has proven to be an effective tool in detecting suspension discharge and surface discharge, assisting our clients in identifying and resolving potential problems early on. The CRYSOUND Acoustic Imager enables inspectors to analyze the intensity of partial discharge in the generator and closely monitor the functionality of the motors, thereby ensuring the safety of the environment. If you are facing similar challenges or have any questions related to partial discharge in generators, feel free to reach out to our team at CRYSOUND. We are here to provide expert guidance and support every step of the way. Contact us.









